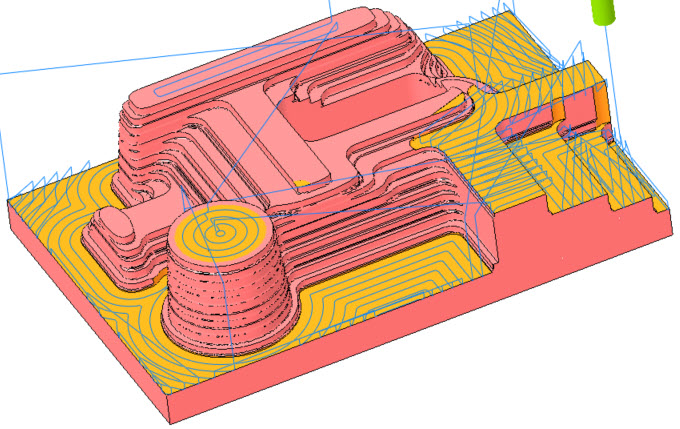
使用精加工和残料精加工参数
观看
视频,了解如何使用精加工和残料精加工参数。本教程将分步指导您创建 HSM 精加工和残料精加工序列。
使用精加工选项
1. 打开 MFG0001.ASM 装配。
2. 在“模型树”中单击
Mill window 1,然后单击

编辑定义。
“铣削窗口”(Mill Window) 选项卡随即打开。
3. 在“选项”(Options) 选项卡上,选择“在窗口围线上”(On window contour),然后单击“确定”(OK)。
4. 在“模型树”中单击序列
FINISH_SMART_CUTS,然后单击
编辑定义。
“HSM 精加工”(HSM Finish) 选项卡随即打开。
5. 单击

,然后选择刀具直径为 20 mm 的
KF20_ISO50 刀具。
6. 在“参考”(References) 选项卡上,单击“铣削窗口”(Mill window) 收集器并在模型树中选择 Mill Window 1。
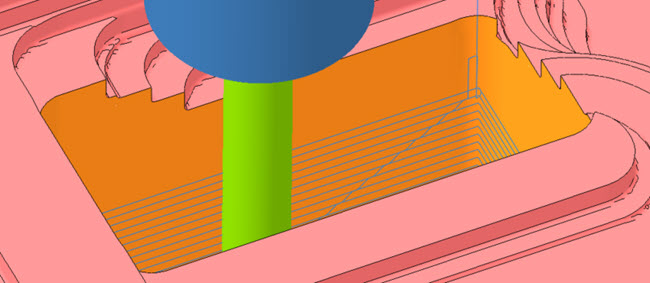
7. 在“参数”(Parameters) 选项卡上,根据刀具直径自动填充参数。要优化刀具路径,请为下列参数设置如下值:
◦ “跨距”(STEP_OVER) = 0.5
◦ “精加工选项”(FINISH_OPTION) =“智能切口”(SMART_CUTS)
◦ “切削类型”(CUT_TYPE) =“顺铣”(CLIMB)
8. 单击

旁边的箭头,然后单击

。
“材料移除”(Material Removal) 选项卡随即打开。
9. 在“材料移除”(Material Removal) 选项卡上,单击“坯件模型”(Stock Model) > “打开处理中的坯件”(Open In-Process Stock)。“加载坯件”(Load Stock) 对话框随即打开。
10. 选择 rest_rough.bin,然后单击“打开”(Open)。
11. 单击
打开
“仿真显示”(Simulation Display) 对话框。
12. 单击

播放仿真。
13. 在
“材料移除”(Material Removal) 选项卡上,单击

。
14. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “跨距”(STEP_OVER) = 1
◦ “倾斜角度起始”(SLOPE_ANGLE_START) = 0
◦ “倾斜角度结束”(SLOPE_ANGLE_END) = 40
|  从 0 开始的斜坡角度表示仅加工浅区域。 |
15. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “跨距”(STEP_OVER) = 1
◦ “倾斜角度起始”(SLOPE_ANGLE_START) = 38
◦ “倾斜角度结束”(SLOPE_ANGLE_END) = 90
| 以 90 结尾的斜坡角度表示仅加工陡区域。 |
16. 单击“HSM 精加工”(HSM Finish) 选项卡上的“确定”(OK) 在来完成序列。
17. 在“模型树”中单击序列
FINISH_CONSTANT_Z,然后单击
编辑定义。
“HSM 精加工”(HSM Finish) 选项卡随即打开。
18. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “跨距”(STEP_OVER) = 5
◦ “精加工选项”(FINISH_OPTION) =“恒定 Z”(CONSTANT_Z)
◦ “切削类型”(CUT_TYPE) =“顺铣”(CLIMB)
◦ “引导半径”(LEAD_RADIUS) = 15
◦ “切削_进刀_退刀_延拓”(CUT_ENTRY_EXIT_EXT) =“水平相切弧”(HORIZONTAL_TANG_ARC)
19. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ STEEP_STEP_OVER = 2
| 设置 STEEP_STEP_OVER 参数时,将忽略陡区域的 STEP_OVER 值。 |
20. 单击“HSM 精加工”(HSM Finish) 选项卡上的“确定”(OK) 在来完成序列。
21. 在“模型树”中单击序列
FINISH_PARALLEL_CUT,然后单击
编辑定义。
“HSM 精加工”(HSM Finish) 选项卡随即打开。
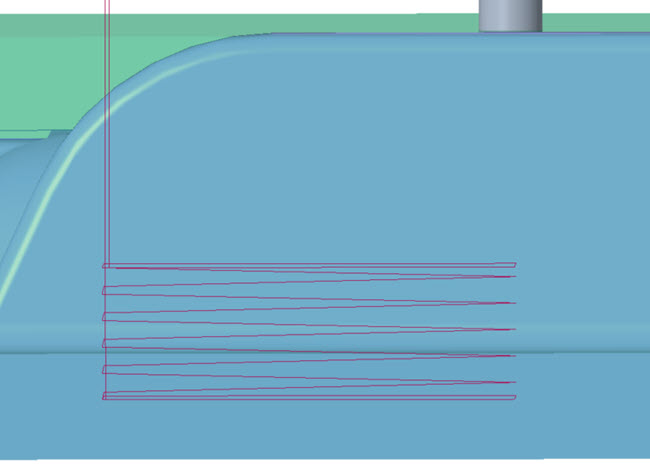
22. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “跨距”(STEP_OVER) = 5
◦ “精加工选项”(FINISH_OPTION) =“平行切削”(PARALLEL_CUT)
◦ “切削类型”(CUT_TYPE) =“顺铣”(CLIMB)
◦ “切削角度”(CUT_ANGLE) = 45
◦ “引导半径”(LEAD_RADIUS) = 15
◦ “切削_进刀_退刀_延拓”(CUT_ENTRY_EXIT_EXT) =“竖直相切弧”(VERTICAL_TANG_ARC)
23. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “切削类型”(CUT_TYPE) =“转弯_急转”(ZIG_ZAG)
◦ “优化角度”(OPTIMAL_ANGLE) =“是”(YES)
a. “优化角度”(OPTIMAL_ANGLE) 设置为“是”(YES)。
b. “优化角度”(OPTIMAL_ANGLE) 设置为“否”(NO)。
24. 单击“HSM 精加工”(HSM Finish) 选项卡上的“确定”(OK) 在来完成序列。
25. 在“模型树”中单击序列
FINISH_CONSTANT_CUSP,然后单击
编辑定义。
“HSM 精加工”(HSM Finish) 选项卡随即打开。
26. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “跨距”(STEP_OVER) = 5
◦ “切削类型”(CUT_TYPE) =“顺铣”(CLIMB)
◦ “精加工选项”(FINISH_OPTION) =“恒定尖点”(CONSTANT_CUSP)
◦ “螺旋扫描方向”(SPIRAL_SCAN_DIRECTION) =“从内向外”(INSIDE_OUT)
27. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “螺旋扫描方向”(SPIRAL_SCAN_DIRECTION) =“从外向内”(OUTSIDE_IN)
◦ “刀痕高度”(SCALLOP_HGT) = 0.01
| “刀痕高度”(SCALLOP_HGT) 参数值越小,精加工越平滑。 |
28. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “倾斜角度起始”(SLOPE_ANGLE_START) = 0.1
◦ “倾斜角度结束”(SLOPE_ANGLE_END) = 45
| 斜坡角度大于 0 表示平整面排除在路径计算之外。 |
29. 单击“HSM 精加工”(HSM Finish) 选项卡上的“确定”(OK) 在来完成序列。
30. 在“模型树”中单击序列
FINISH_FLAT_LANDS,然后单击
编辑定义。
“HSM 精加工”(HSM Finish) 选项卡随即打开。
31. 单击
,然后选择刀具直径为 20 mm 的
HOLDER_END_MILL 刀具。
32. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 8-13:
◦ “跨距”(STEP_OVER) = 6
◦ “精加工选项”(FINISH_OPTION) =“平整面”(FLAT_LANDS)
◦ “刀痕高度”(SCALLOP_HGT) = 0.01
使用精切类型选项
1. 在“模型树”中单击序列
FINISH_CUT_TYPE,然后单击
编辑定义。
“HSM 精加工”(HSM Finish) 选项卡随即打开。
2. 单击
,然后选择刀具直径为 12 mm 的
HOLDER_END_MILL 刀具。
3. 在“参考”(References) 选项卡上,单击“铣削窗口”(Mill window) 收集器并在模型树中选择 Mill Window 2。
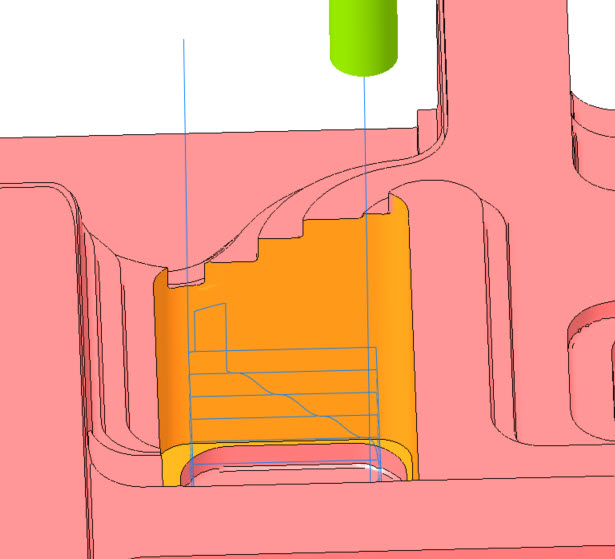
4. 在“参数”(Parameters) 选项卡上,根据刀具直径自动填充参数。要优化刀具路径,请为下列参数设置如下值:
◦ “跨距”(STEP_OVER) = 5
◦ “精加工选项”(FINISH_OPTION) =“恒定 Z”(CONSTANT_Z)
◦ “切削类型”(CUT_TYPE) =“顺铣”(CLIMB)
◦ “起始高度”(START_HEIGHT) = 40
◦ “结束高度”(END_HEIGHT) = 10
5. 单击
旁边的箭头,然后单击
。
“材料移除”(Material Removal) 选项卡随即打开。
6. 在“材料移除”(Material Removal) 选项卡上,单击“坯件模型”(Stock Model) > “打开处理中的坯件”(Open In-Process Stock)。“加载坯件”(Load Stock) 对话框随即打开。
7. 选择 rest_rough.bin,然后单击“打开”(Open)。
8. 单击
打开
“仿真显示”(Simulation Display) 对话框。
9. 单击
播放仿真。
| 当 “切削类型”(CUT_TYPE) 设置为 “顺铣”(CLIMB) 时,可观察到 S 型连接。 |
10. 单击“材料移除”(Material Removal) 选项卡上的“关闭”(Close)。
11. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 5-10:
◦ “陡跨距”(STEEP_STEP_OVER) = -
◦ “切削类型”(CUT_TYPE) =“螺旋”(SPIRAL)
12. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值,然后重复步骤 5-10:
◦ “切削类型”(CUT_TYPE) =“逆铣”(UPCUT)
| 当 “切削类型”(CUT_TYPE) 设置为 “逆铣”(UPCUT) 时,可观察到 S 型连接。 |
使用残料精加工选项
1. 在“模型树”中单击序列
REST_FINISH_PENCIL,然后单击
编辑定义。
“HSM 残料精加工”(HSM Rest Finish) 选项卡随即打开。
2. 单击
,然后选择刀具直径为 12 mm 的
KF12_ISO50 刀具。
3. 在“参考”(References) 选项卡上,单击“铣削窗口”(Mill window) 收集器并在模型树中选择 Mill Window 1。
4. 在“参数”(Parameters) 选项卡上,根据刀具直径自动填充参数。要优化刀具路径,请为下列参数设置如下值:
◦ “跨距”(STEP_OVER) = 1
◦ “精加工选项”(FINISH_OPTION) =“笔式切削”(PENCIL_CUT)
5. 单击“确定”(OK) 完成序列 REST_FINISH_PENCIL。
6. 按住 CTRL 键,然后单击序列 FINISH_SMART_CUTS 和 REST_FINISH_PENCIL。
7. 单击
以打开
“材料移除”(Material Removal) 选项卡。
8. 在“材料移除”(Material Removal) 选项卡上,单击“坯件模型”(Stock Model) > “打开处理中的坯件”(Open In-Process Stock)。“加载坯件”(Load Stock) 对话框随即打开。
9. 选择 rest_rough.bin,然后单击“打开”(Open)。
10. 单击
打开
“仿真显示”(Simulation Display) 对话框。
11. 单击
播放仿真。
12. 单击“材料移除”(Material Removal) 选项卡上的“关闭”(Close)。
13. 在“模型树”中单击序列
REST_FINISH_PENCIL,然后单击
编辑定义。
“HSM 残料精加工”(HSM Rest Finish) 选项卡随即打开。
14. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值:
◦ “跨距”(STEP_OVER) = 0.1
◦ “多次铅笔切削走刀”(MULTI_PENCIL_PASSES) = 10
15. 单击“确定”(OK) 完成序列 REST_FINISH_PENCIL,然后重复步骤 6-12。
16. 在“模型树”中单击序列
REST_FINISH_CONSTANT_CUSP,然后单击
编辑定义。
“HSM 残料精加工”(HSM Rest Finish) 选项卡随即打开。
17. 单击
,然后选择刀具直径为 12 mm 的
KF12_ISO50 刀具。
18. 在“参考”(References) 选项卡上,单击“参考切削刀具”(Reference Cutting Tool) 收集器并选择刀具 KF20_ISO50。
19. 在“参考”(References) 选项卡上,单击“铣削窗口”(Mill window) 收集器并在模型树中选择 Mill Window 1。
20. 在“参数”(Parameters) 选项卡上,根据刀具直径自动填充参数。要优化刀具路径,请为下列参数设置如下值:
◦ “跨距”(STEP_OVER) = 0.5
◦ “切削类型”(CUT_TYPE) =“顺铣”(CLIMB)
◦ “精加工选项”(FINISH_OPTION) =“恒定尖点”(CONSTANT_CUSP)
21. 单击“确定”(OK) 完成序列 REST_FINISH_CONSTANT_CUSP。
22. 按住 CTRL 键,然后单击序列 FINISH_SMART_CUTS 和 REST_FINISH_CONSTANT_CUSP。
23. 单击
以打开
“材料移除”(Material Removal) 选项卡。
24. 在“材料移除”(Material Removal) 选项卡上,单击“坯件模型”(Stock Model) > “打开处理中的坯件”(Open In-Process Stock)。“加载坯件”(Load Stock) 对话框随即打开。
25. 选择 rest_rough.bin,然后单击“打开”(Open)。
26. 单击
打开
“仿真显示”(Simulation Display) 对话框。
27. 单击
播放仿真。
28. 单击“材料移除”(Material Removal) 选项卡上的“关闭”(Close)。
29. 在“模型树”中单击序列
REST_FINISH_CONSTANT_CUSP,然后单击
编辑定义。
“HSM 残料精加工”(HSM Rest Finish) 选项卡随即打开。
30. 在“参数”(Parameters) 选项卡上,为下列参数设置如下值:
◦ “残料区域偏移”(REST_AREA_OFFSET) = 5
31. 单击“确定”(OK) 完成序列 REST_FINISH_CONSTANT_CUSP,然后重复步骤 21-28。